集成材フローリングの一般的な含水率は通常8±2%ですが、ターゲット市場の気候に応じて2%程度になる可能性があります。
たとえば、私たちの工場はフィリピン市場では10〜12%ですが、オランダでは6〜8%です。
USA Lignomatの水分計を使用しています。
生産開始から生産終了まで何度も水分管理を行っています。 ベニアの選定、窯の乾燥、接着、塗装前の梱包など、常に水分量をチェックしています。 そして、ベニヤだけでなく合板に対してもテストを行います。 ベニヤと合板の水分が一定の値に達したときにのみ、接着とコールドプレスプロセスを開始します。
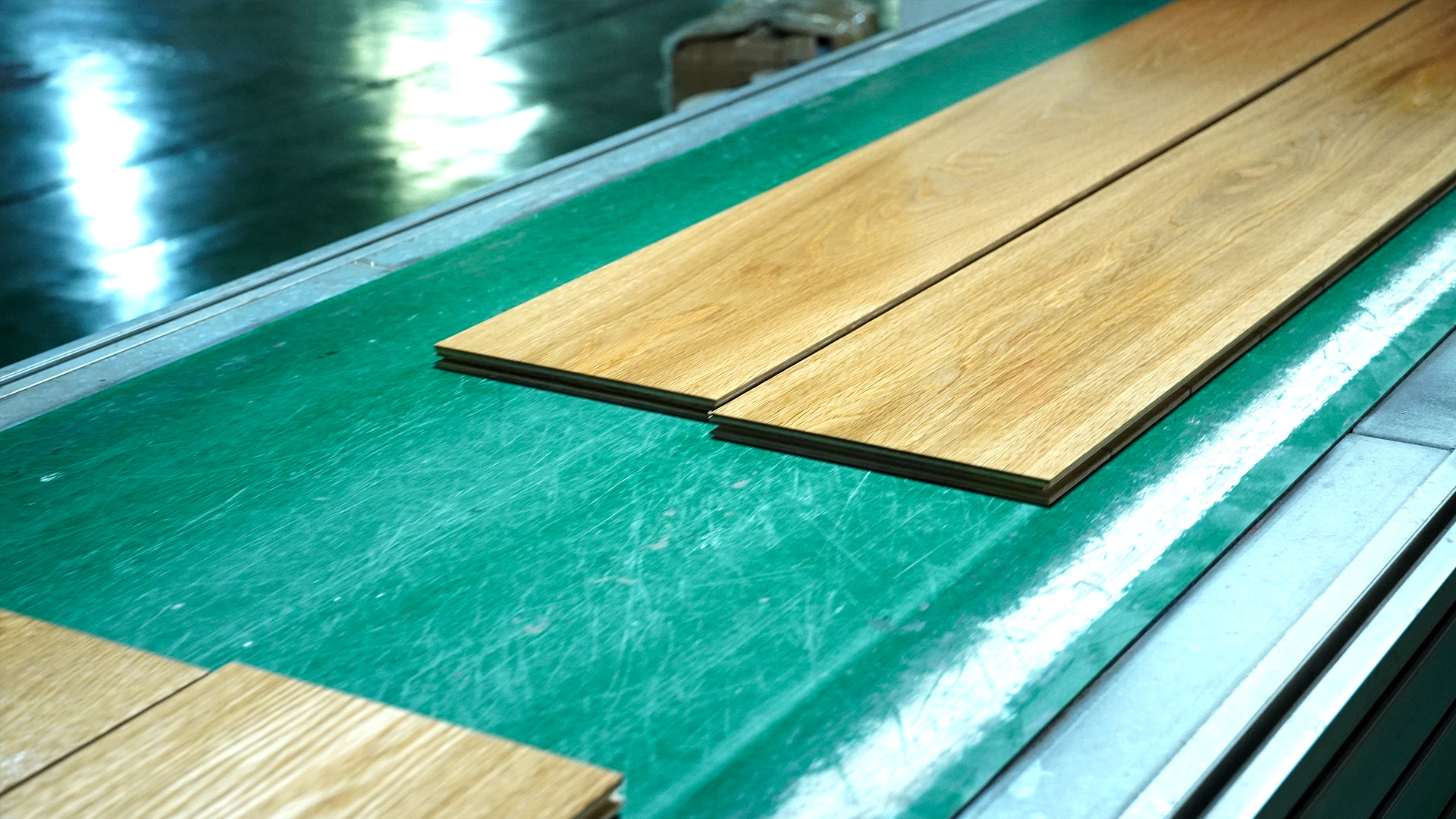
タングアンドグルーブ(T&G)とラッカーコーティングの製造には約7〜10日かかりますが、この期間中、水分は約1〜2%回復します。 床が次の処理スケジュールを待っている間、湿気が出入りしないように、すべての床部分はプラスチックフィルムでしっかりと包まれます。
生産全体が終了次第、完成品にホットシュリンクプラスチックフィルムと紙のカートンをできるだけ早く梱包します。 これにより、クライアントのサイトに輸送した後、すべての床が湿気の変化を受けないようになります。
木材乾燥窯のプロセス。
切りたての木では、含水率は30%〜45%の範囲で、これはグリーンウッドと呼ばれ、一部の椅子メーカーはこの木材をプロジェクトに使用しますが、残りの人にとっては、MCが高すぎて何も構築できません。 、だから私たちは、それが私たちに役立つ前に、材木を乾かさなければなりません。 家具作りの理想的なMCは約8〜9%、フローリングの場合は約6〜8%、7と言う人もいれば、6と言う人もいるので、7〜9%が理想的だとしましょう。

窯乾燥は強制的ですが制御されたプロセスであり、乾燥用の蒸気とファンを使用して湿度と温度を制御します。 乾燥プロセスは通常6〜8週間かかります。これは、高温による乾燥が速いため、空気乾燥の場合のように細胞がゆっくりではなく急速に崩壊し、不安定になるためです。 このため、水分が吸収されると、細胞は急速に膨張し、空気乾燥した木材よりも急速に水で満たされます。 しかし、高温による窯の乾燥による陽性、産卵された卵や虫はすべて殺されます。 カビや虫の治療は追加料金がかかります。
高温の乾燥空気を使用すると、表面の乾燥が速すぎて肌焼きが発生し、「チェック」されるため、窯の乾燥には空気と温度の両方を注意深く制御する必要があります。 空気乾燥の場合のように、空気乾燥の場合のように、過度に湿った空気の停滞層が木材の周りに残るのを防ぐためのアイデアは、これが起こらないように空気を頻繁に更新することです。